Dilution of High Active Surfactants
Surfactants such as Sodium Laureth Sulfate (SLES) are widely used in shampoo, bubble bath, liquid detergent and other cleansing products, and are traditionally supplied and used at a concentration of 25-28%.
“High Active” surfactants with a concentration of 65-70% are also available offering economies in transport and storage costs.
They are also more resistant to microbiological attack and contain fewer impurities.
The Process
Dilution of 70% surfactants can be carried out in batches or continuously, provided two rules are observed:
- The concentrate is added to the water, NEVER the other way around.
- The concentration on dilution never exceeds 27%.
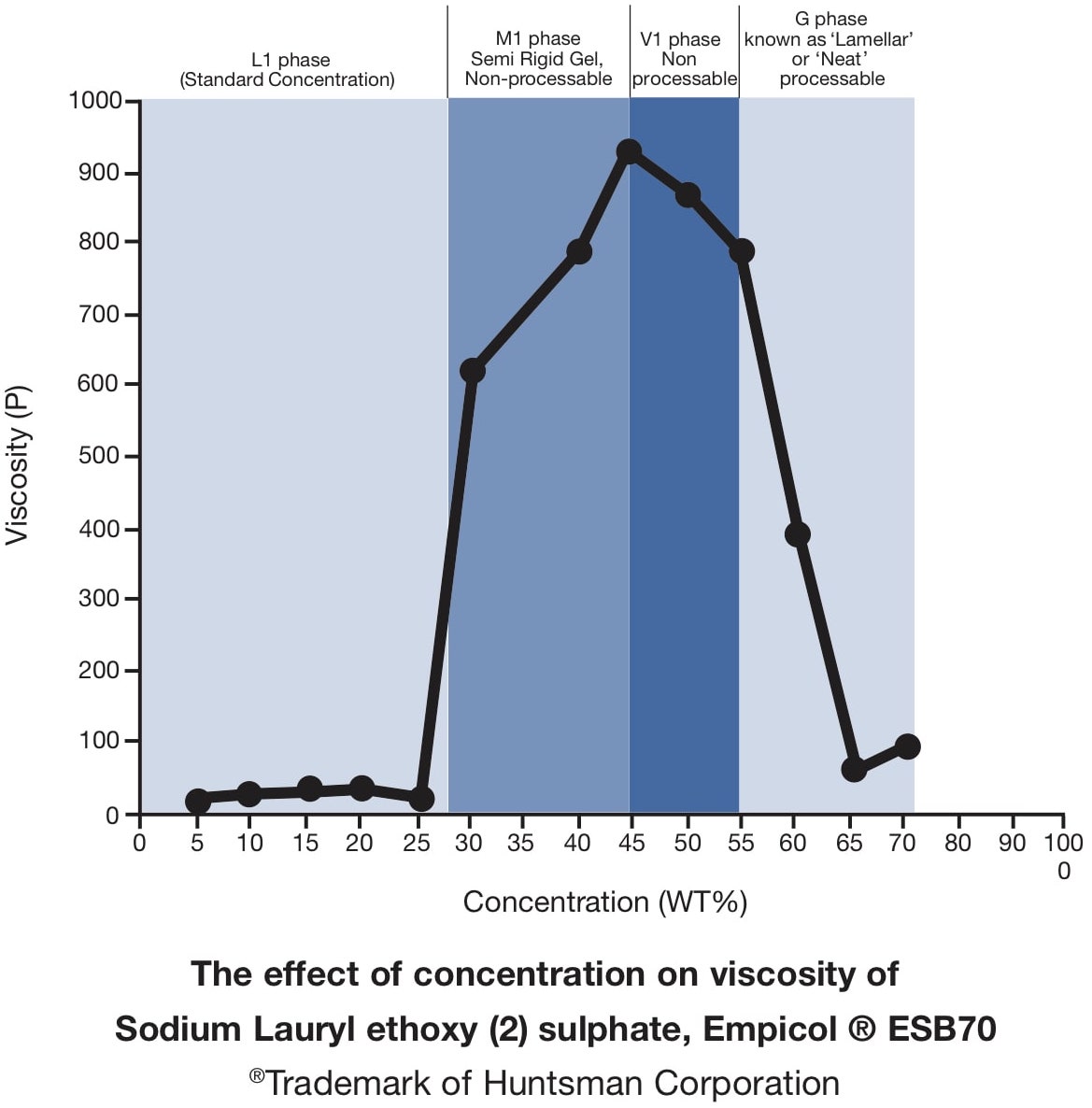
High Active Surfactants have a high viscosity, although with the application of appropriate shear they can be pumped relatively easily. Concentration (as illustrated in the graph), temperature and aeration also affect viscosity. Additional process requirements include:
- High Active Surfactants should be diluted before other ingredients are added, particularly those which increase viscosity such as sodium chloride (salt).
- Minimal pipe length.
- 316 stainless steel required for wetted parts of mixing equipment.
- The process temperature range should be 75-95ºF (25-35ºC).
The Problem
- High Active Surfactants and water are of widely differing viscosities. If surfactants are pumped into the water in the vessel, they are not easily blended by conventional agitators. This can lead to globules of surfactant remaining undiluted or being partially diluted.
- Long process times are required to ensure a uniform product.
- Some formulations are too viscous for conventional mixers and centrifugal pumps.
- If the concentration on dilution exceeds 27%, SLES forms a highly viscous gel.
- Introduction of air greatly increases viscosity, therefore aeration must be avoided.
The Solution
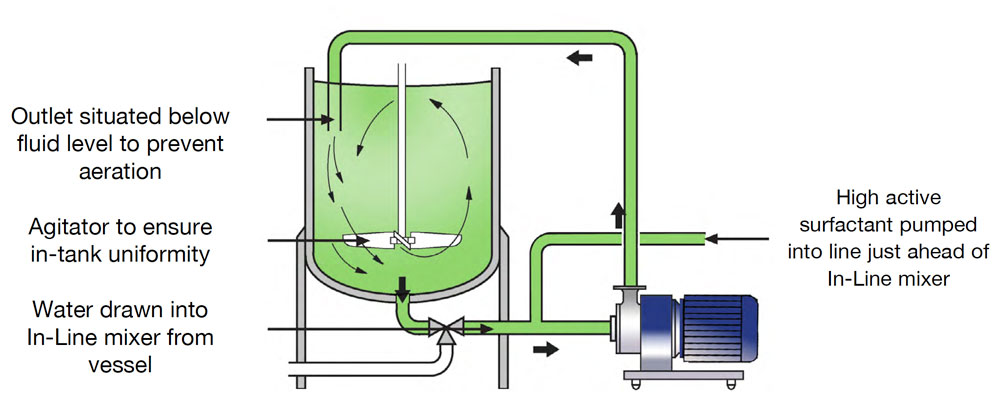
Batch Systems
Dilution is best carried out using a high shear In-Line mixer. A Silverson In-Line mixer can be used as illustrated in figure 1 below. Water is charged into the vessel and recirculated by the self-pumping Silverson In-Line mixer. The High Active Surfactant is pumped into the water stream immediately prior to the In-Line mixer. The mixer's rotor/stator workhead ensures a uniform mix which is then recirculated back into the vessel.
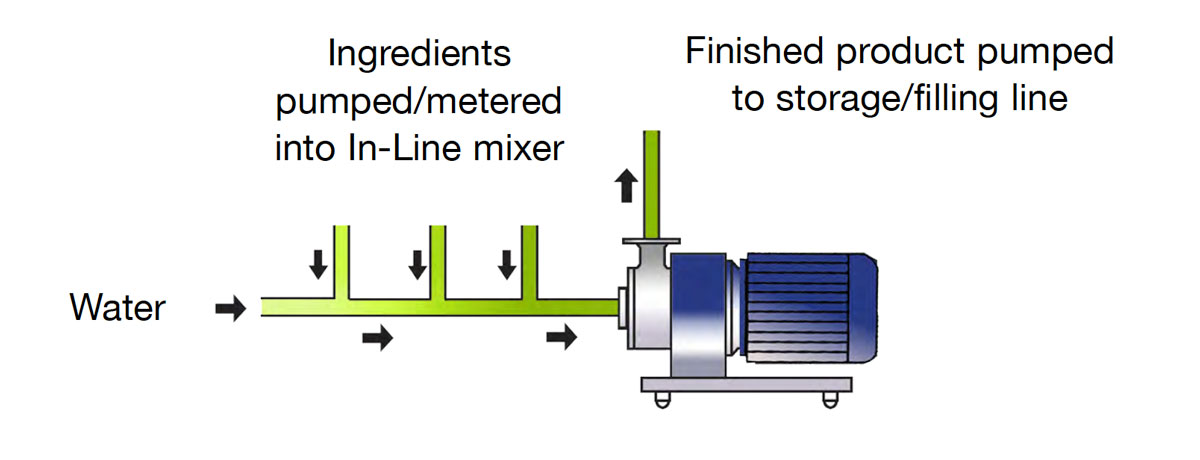
Continuous Systems
All ingredients are metered into a Silverson Multi-stage In-Line mixer for continuous, single-pass dilution.
The Advantages
- A Silverson In-Line mixer has the capability to rapidly blend the water and surfactant, despite the widely differing viscosities.
- Processing times are substantially reduced.
- The self-pumping action of the In-Line mixer can handle higher viscosity formulations and recirculate the product back to the vessel without additional pumping equipment being required.
- The operation is carried out in a closed system, eliminating aeration.
- With large batches the dilution cycle can be commenced during water charging, further reducing process time.
- Systems can be configured to blend materials in more than one vessel.
- High Viscosity models available.