Soft Drink Manufacture - Dispersion/Hydration of Functional Ingredients
Ingredients such as gums, starches, alginates, etc. are found in many soft drinks including fruit juices, squashes, flavored milks and carbonated drinks. These “functional” ingredients make up a very small percentage of the overall formulation, but contribute vital properties:
- Thickening: Allowing the formulator to obtain the desired viscosity and texture (known as “mouthfeel”). Particularly important with low calorie or sugar free products where the bulking effect of sugar must be replaced. Many different products are used, including xanthan gum, pectin, etc.
- Stabilizing: To keep particles (e.g. fruit pulp) in suspension. Several products are used e.g. CMC, starches, propylene glycol alginates (PGA), pectin and gums such as guar and gum arabic. Carrageenan is used to stabilize cocoa in milk drinks (covered in a separate report). Many of these ingredients will provide both thickening and stabilizing effects.

The Process
Depending on the scale of production, the thickeners/stabilizers may be dispersed directly into the batch, or separate premixes may be prepared for use in a variety of products. In either case, to obtain functionality from these products, they must be correctly dispersed and hydrated. A number of process requirements must be met in order to achieve this:
- The powder/liquid blending system must be capable of incorporating powders and dispersing them throughout the contents of the mix.
- The powders must be fully hydrated to maximize yield.
- Some products are not “activated” unless particles are “individualized.”
- A high degree of shear is sometimes required to activate some products and fully hydrate them.
- Some ingredient types require heating in order to hydrate.
The Problem
Hydration of gums and thickeners is one of the most difficult mixing operations. When using conventional agitators, a number of problems can arise:
- Powder must be added at a controlled rate to reduce formation of lumps.
- Conventional agitation systems do not product sufficient shear to break agglomerates down.
- Premixing of powders, (normally with sugar) is often carried out to reduce agglomeration; this increases costs and time.
- Where concentrates of functional ingredients are being prepared, the viscosity increases appreciably, making mixing more difficult.
- Long processing times can be required to properly disperse the powders and complete hydration.
- Incomplete hydration also reduces yield of raw materials.
- Many formulations contain unnecessarily high levels of these raw materials to compensate for poor yield and process inefficiency.
The Solution
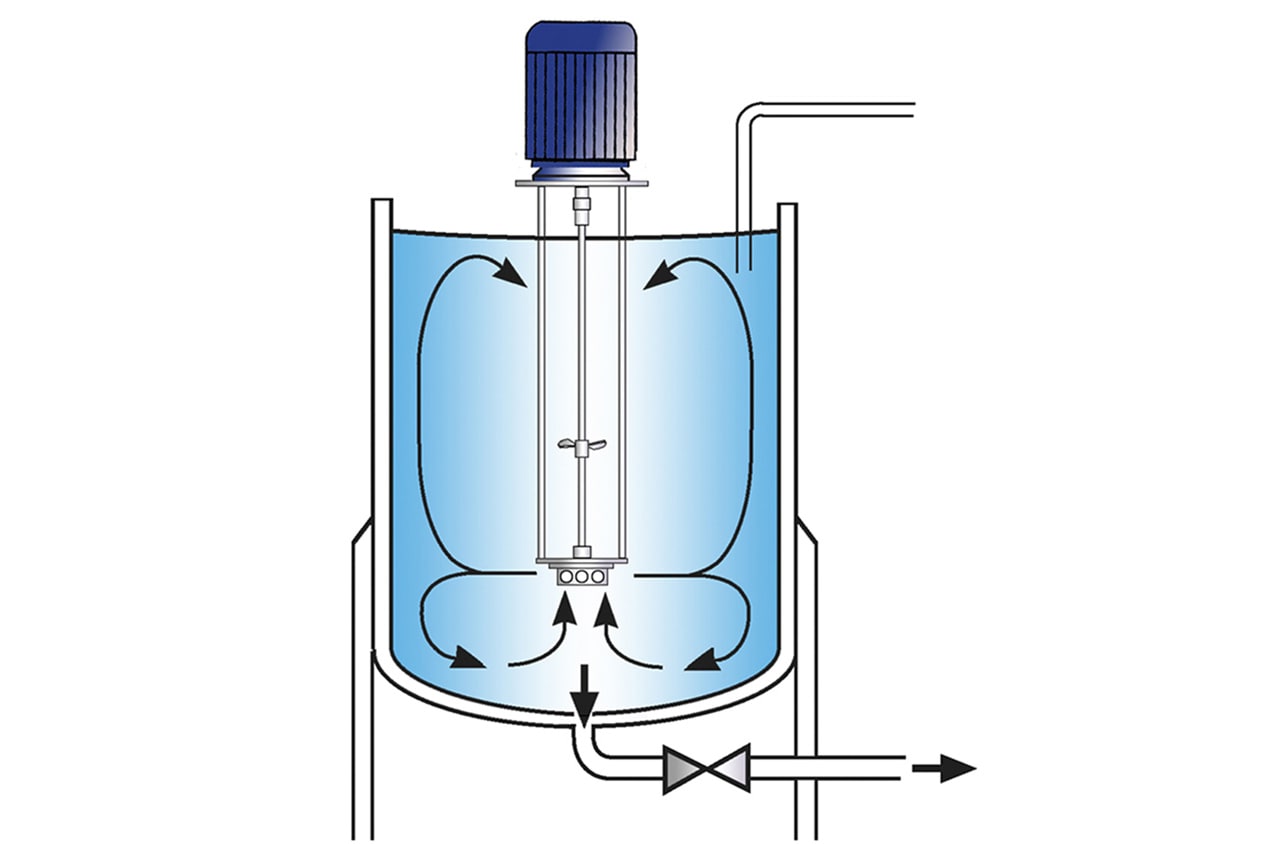
A Silverson High Shear mixer can overcome these problems. The advantages stem from the three stage mixing/shearing action of the Silverson rotor/stator mixer. Operation is as follows:
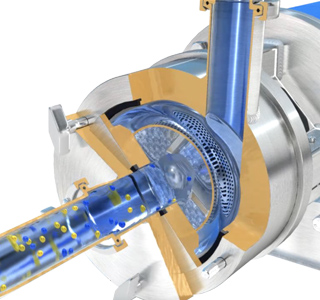
Stage 1
The vessel is charged with water and the mixer is started. Powder is added and rapidly incorporated into the water. The high speed rotation of the rotor blades creates a powerful suction which draws the liquid and powdered ingredients into the workhead.
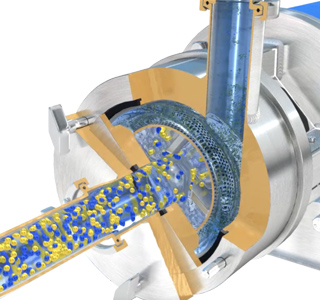
Stage 2
The particles are deagglomerated in the gap between the rotor and stator. The product is forced out of the stator and projected radially back into the body of the mix as fresh ingredients are drawn into the workhead. All the powder is rapidly absorbed and dispersed.
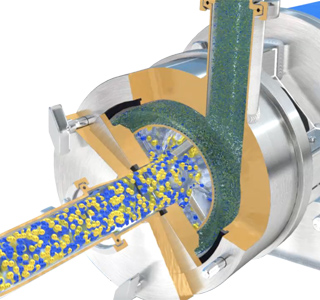
Stage 3
In a short mixing cycle all the material passes through the workhead, progressively reducing the particle size and exposing an increasing surface area to the surrounding liquid, accelerating the hydration process.
-
Stage 1
Stage 1
The vessel is charged with water and the mixer is started. Powder is added and rapidly incorporated into the water. The high speed rotation of the rotor blades creates a powerful suction which draws the liquid and powdered ingredients into the workhead.
-
Stage 2
Stage 2
The particles are deagglomerated in the gap between the rotor and stator. The product is forced out of the stator and projected radially back into the body of the mix as fresh ingredients are drawn into the workhead. All the powder is rapidly absorbed and dispersed.
-
Stage 3
Stage 3
In a short mixing cycle all the material passes through the workhead, progressively reducing the particle size and exposing an increasing surface area to the surrounding liquid, accelerating the hydration process.
The Advantages
- Dramatic reduction in mixing times.
- Agglomerate-free mix.
- Dry premixing is not required.
- Maximized yield.
- Ability to start up or stop process quickly for processing of ingredients on demand.
- Consistent product quality and repeatability.
- Improved vessel hygiene.
There are several products in the Silverson range suitable for this application, the selection of which is dictated by individual process requirements including batch size:
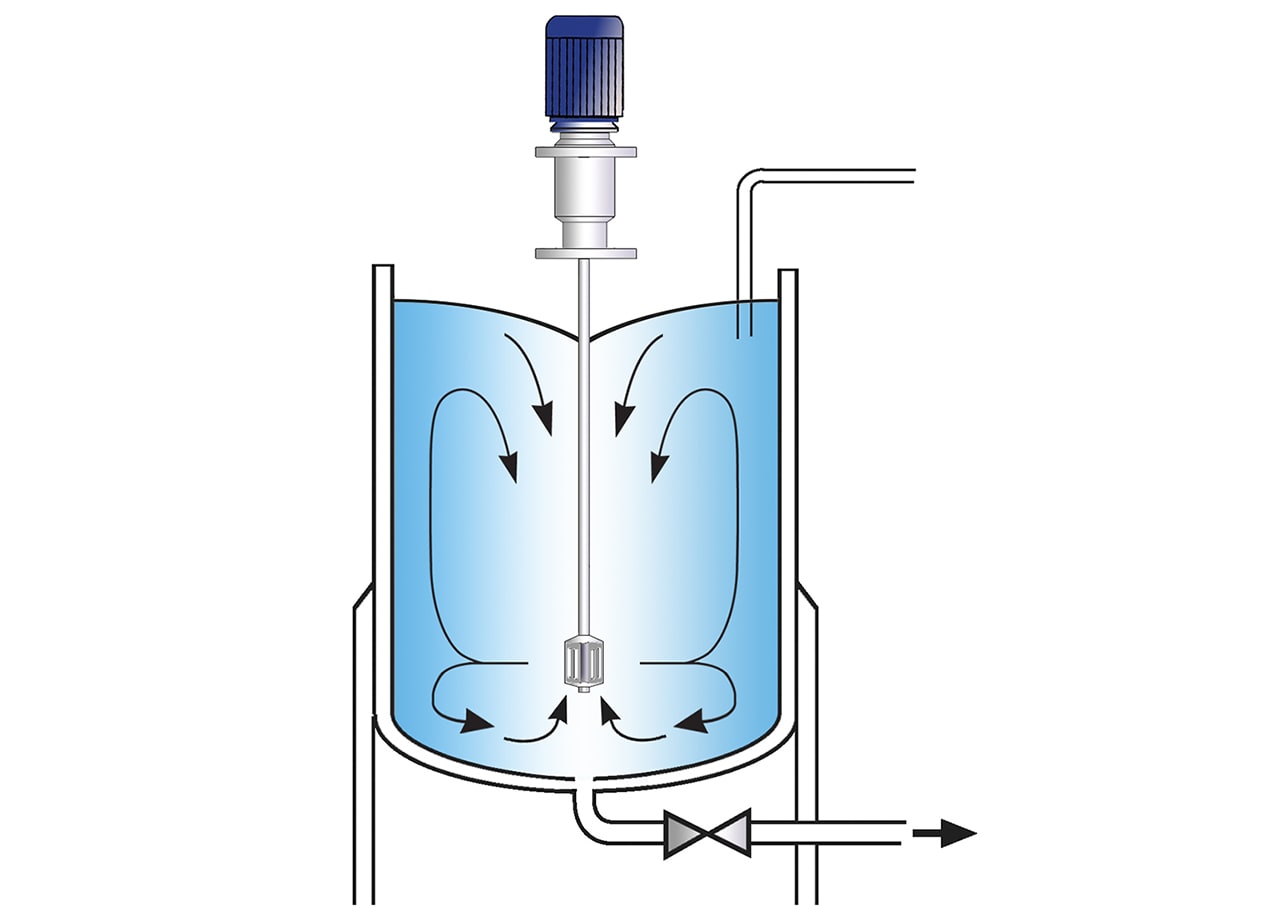
High Shear Batch Mixers
- Suitable for batch sizes up to 400 US gallons
- Many units can be used on mobile floor stands
- Small units available for R&D and pilot production
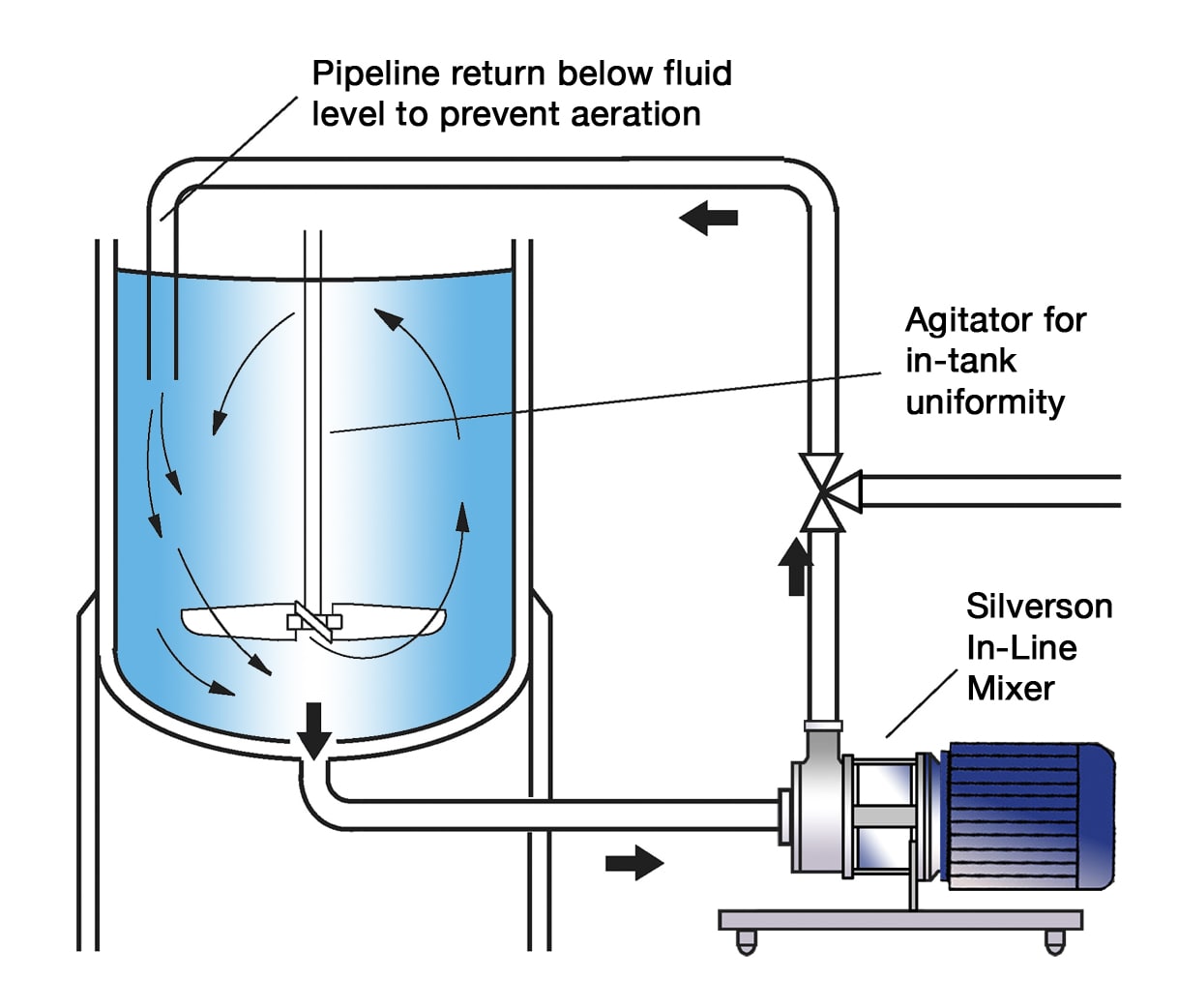
High Shear In-Line Mixers
- Ideal for larger batches
- Aeration free
- Easily retrofitted to an existing plant
- Can be used to discharge vessel
- Ultra Sanitary models available
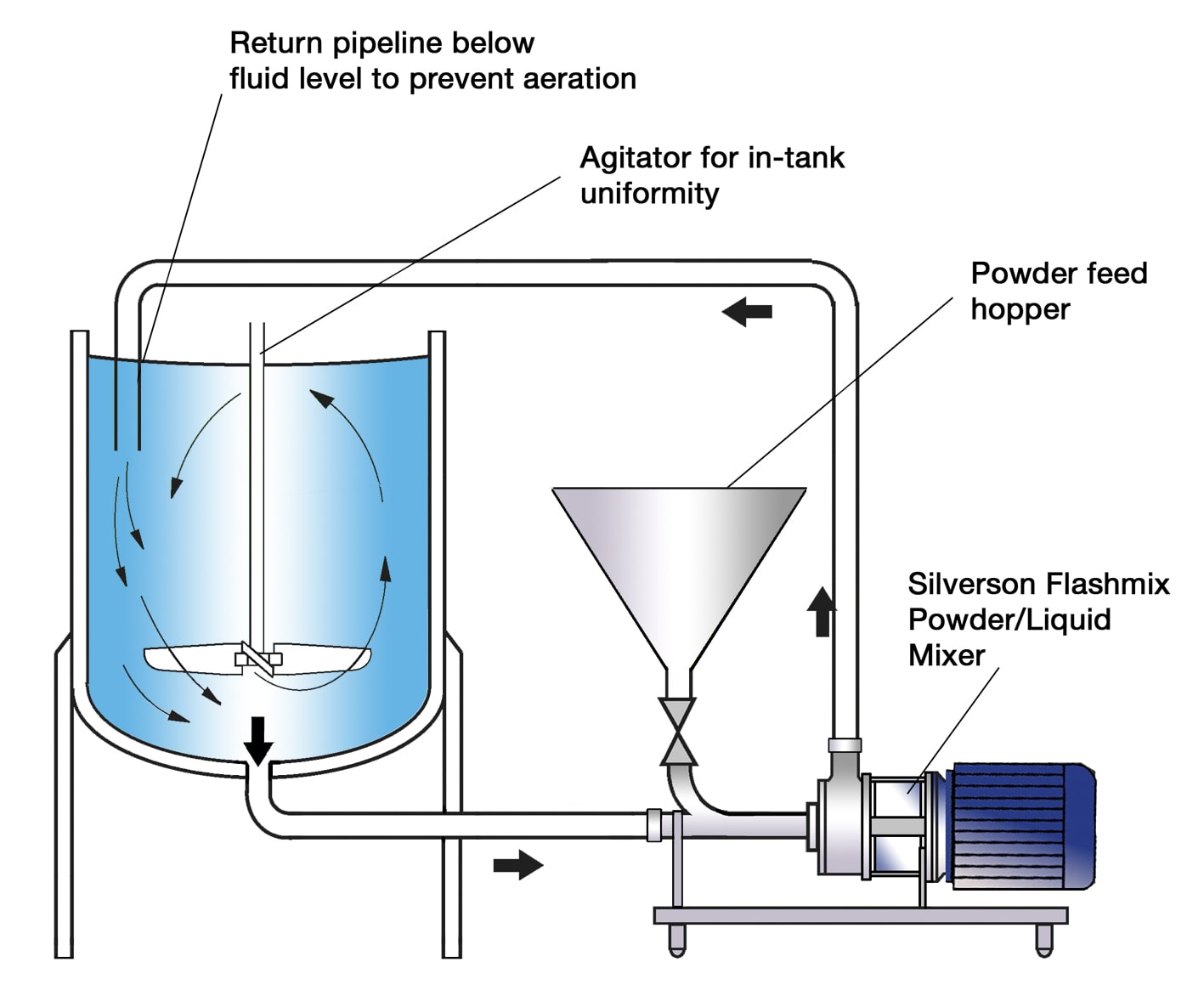
Silverson Flashmix
- Ideal for larger batches
- Capable of rapidly incorporating large volumes of powders
- Minimized aeration
- Minimized cleaning requirements
- Minimum operator input required
- Suitable for higher viscosity mixes
- Suitable for operation at higher temperatures
Silverson Ultramix
- Excellent in-tank movement
- Capable of rapidly incorporating large volumes of powders
- Ultra Sanitary CIP design
- Ideal for higher viscosity mixes
- Low maintenance