Manufacture of Ink Jet Coding & Marking Inks
Inks for bar coding, batch numbering, expiry date marking and other identification purposes are used in many industries especially pharmaceuticals and food. Viscosity is in the range of 2 to 30 centipose. Formulation varies widely according to the method of application and end use. The two main “non impact” print methods can be summarized as follows:
- Continuous ink jet (CIJ)
A continuous jet of ink is selectively charged by an electrode then passed through an electric field which directs the droplets either onto the substrate or back into the ink channel. The inks are conductive and very fast drying, based on dyes and volatile solvents e.g. MEK and alcohol. Used for non-absorbent substrates such as metal, plastic or glass, etc.
- “Drop on demand” (DOD)
Similar to desktop “bubblejet” technology, the print head consists of a series of very small ink jet nozzles which are individually operated to produce drops of ink as required to make up the image. Water or glycol based inks are used, mainly with dyes although pigments are being introduced. For printing on paper, board and other absorbent surfaces.

The Process
A wide range of raw materials are used in ink formulations including resins, polymers, plasticizers, dyes, conductive salts and premicronized pigments. These are supplied in powdered form, liquid form (i.e. predispersed in aqueous or organic solvent), and “chip” form. The following process requirements must be met:
- The end product must be stable, homogeneous, completely agglomerate-free and of a sub-micron particle size to prevent clogging of the ink jet nozzle.
- Where applicable, VOC emissions must be minimized.
Where powder or chip forms of raw material are used, a number of additional factors must be considered:
- The mixer must provide vigorous in-tank movement to incorporate light powders which have a tendency to float and prevent dense solids from sinking to the bottom of the vessel.
- Pigments (where used) are premicronized and particle size reduction (milling) is not applicable. The particles may require de-agglomeration and reduction to their finest constituent parts.
The Problem
A number of problems can be encountered when using conventional agitators:
- When added to the base liquid, some ingredients can form agglomerates which agitators cannot break down.
- Resin and polymer chips or prills are simply washed around in the solvent until they dissolve. This results in long mixing times.
- Poor in-tank movement can cause a “scum line” to build up on the vessel wall and allow dense solids to form an agglomerated mass on the base of the vessel which conventional agitators cannot disperse.
- Additional equipment such as colloid mills may be required to achieve the required particle size.
The Solution
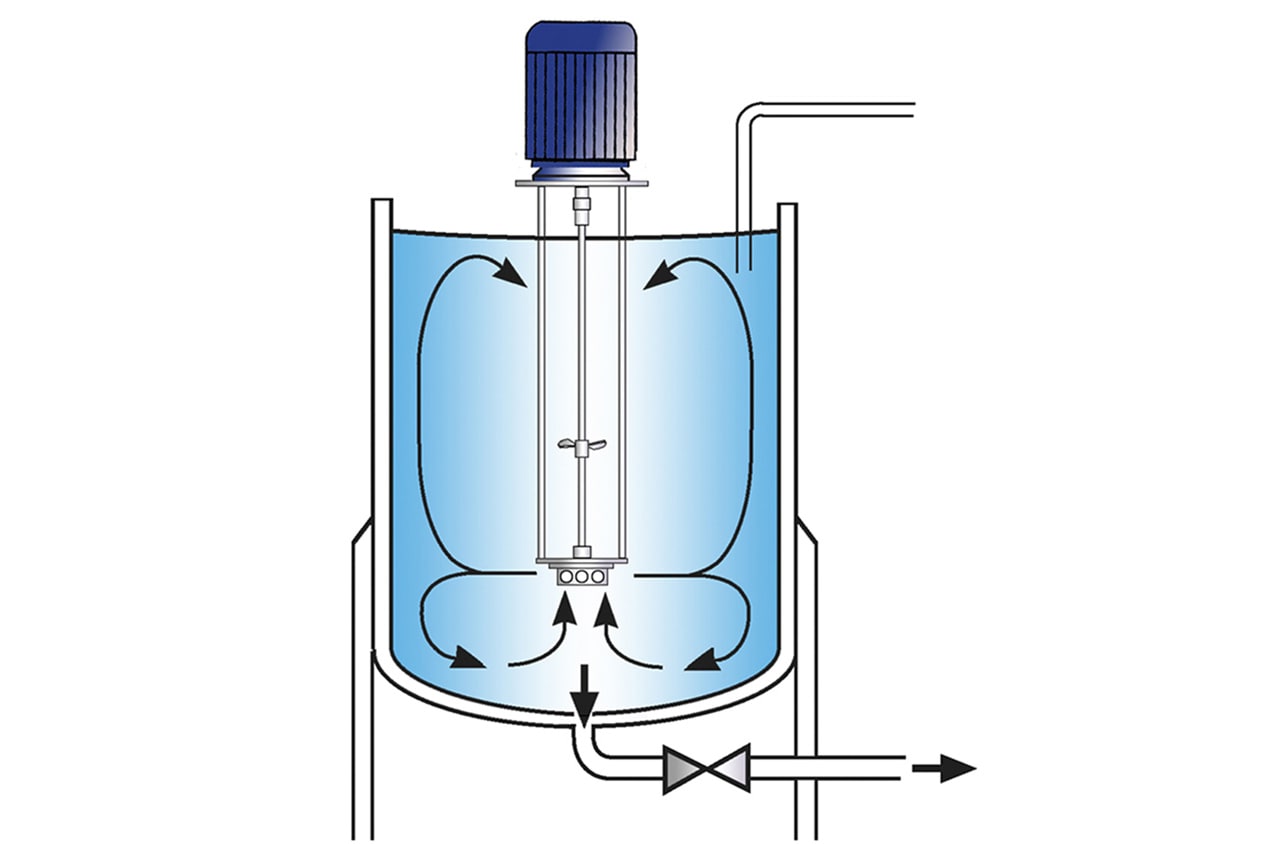
Processing times are dramatically reduced and intermediate stages of production can be eliminated by using a Silverson mixer. Operation is as follows:
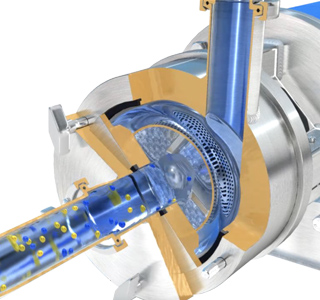
Stage 1
The vessel is charged with the solvent and the mixer is started. Pigments, resin chips, polymers and other ingredients are added. The powerful suction exerted by the high speed rotor draws both liquid and solids upwards into the workhead.
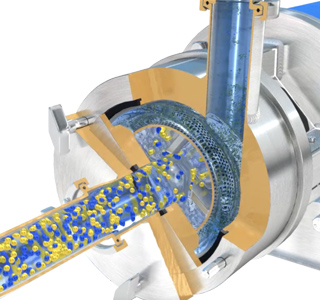
Stage 2
Centrifugal force drives the materials to the periphery of the workhead. Solids are disintegrated and agglomerates are broken down as the materials are subjected to a milling action in the clearance between the rotor and stator before being projected at great velocity back into the mix.
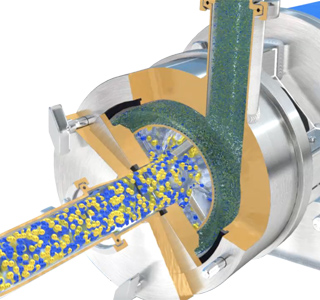
Stage 3
Fresh materials are simultaneously drawn into the rotor/stator assembly. With each pass through the workhead, particle size is progressively reduced, exposing an increasing surface area to the solvent and accelerating the dissolving process.
-
Stage 1
Stage 1
The vessel is charged with the solvent and the mixer is started. Pigments, resin chips, polymers and other ingredients are added. The powerful suction exerted by the high speed rotor draws both liquid and solids upwards into the workhead.
-
Stage 2
Stage 2
Centrifugal force drives the materials to the periphery of the workhead. Solids are disintegrated and agglomerates are broken down as the materials are subjected to a milling action in the clearance between the rotor and stator before being projected at great velocity back into the mix.
-
Stage 3
Stage 3
Fresh materials are simultaneously drawn into the rotor/stator assembly. With each pass through the workhead, particle size is progressively reduced, exposing an increasing surface area to the solvent and accelerating the dissolving process.
The Advantages
- Dramatically reduced processing times.
- Rapid incorporation and wetting out of powders.
- The need for conventional milling can be eliminated.
- The intense shearing action is capable of breaking down even hard agglomerates.
- Shorter process time reduces solvent emissions.
Silverson manufactures a number of machines suitable for this application, the selection of which is determined by factors including batch size and ingredient type:
High Shear Batch Mixers
- Suitable for batch sizes of up to 400 US gallons
- Can be used on mobile floor stands
- Units available for operation in sealed vessels for control of solvent emissions
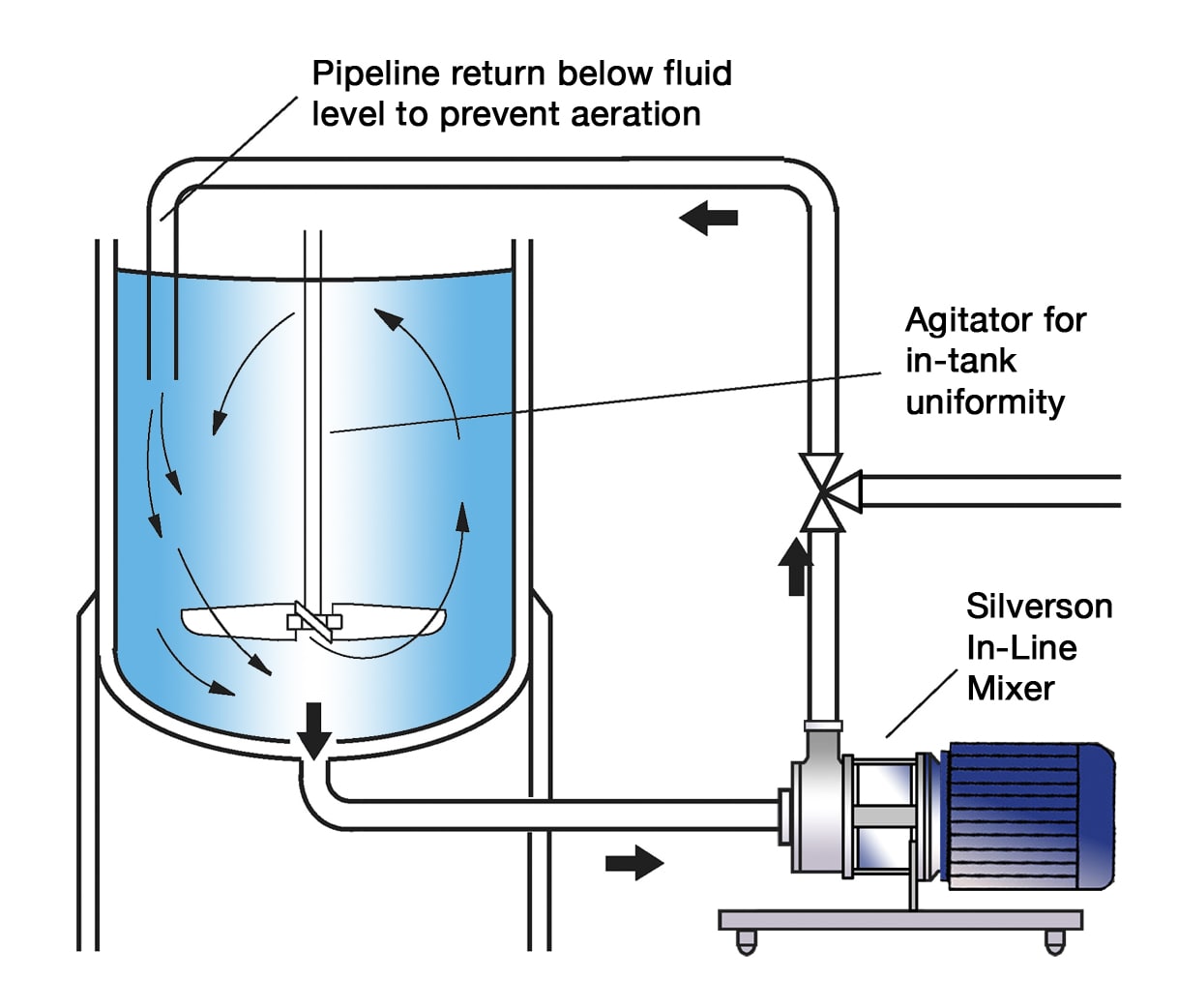
High Shear In-Line Mixers
- Ideal for larger batches
- The mixer, pipework and vessel form a closed system, eliminating solvent emissions
- Easily retrofitted to existing plant
- Self-pumping
- Designed to be Cleaned-In-Place
- Can be used for dosing liquid ingredients directly into line via a manifold
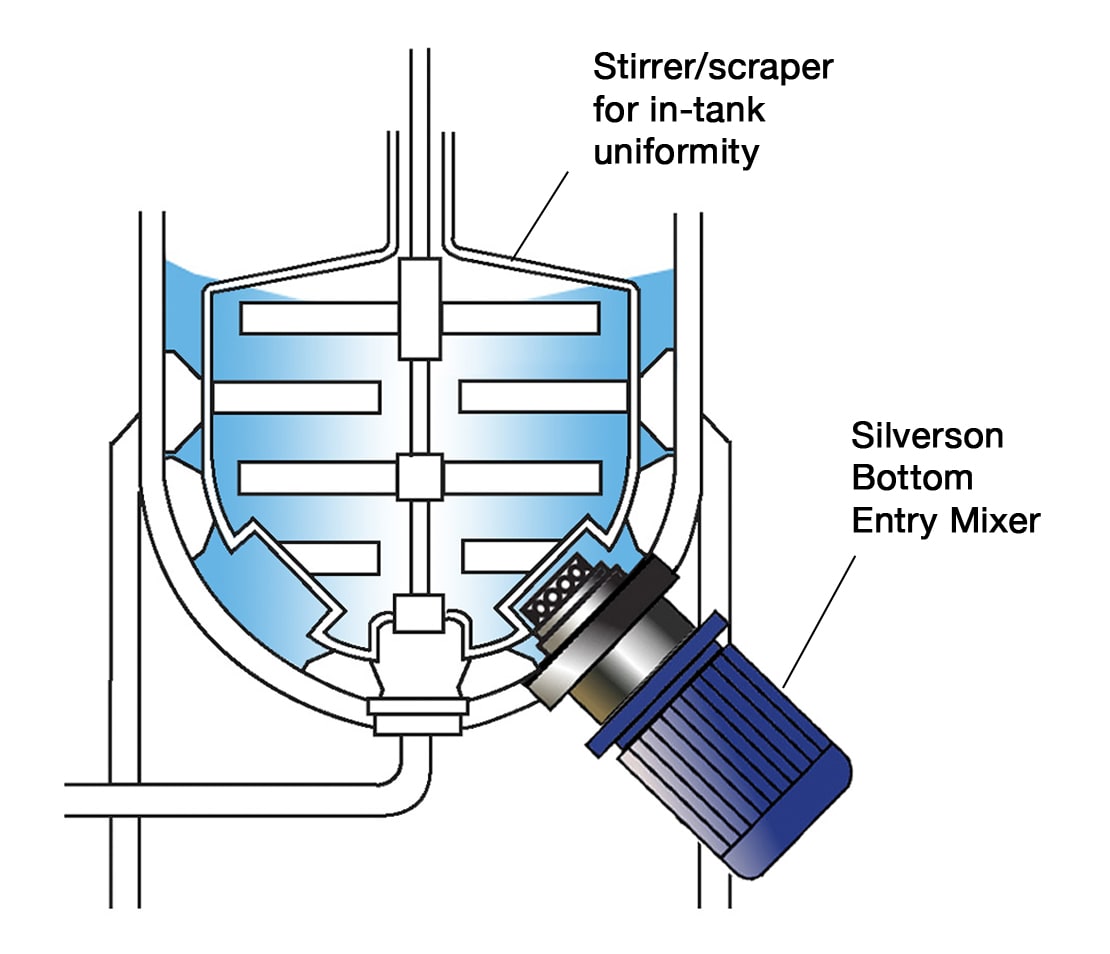
High Shear Bottom Entry Mixers
- No immersed shaft - reduces cleaning requirements
- Suitable for operation in sealed vessels for control of solvent emissions