Premixes for Yogurt and Other Cultured Milk Desserts
Yogurts (and other cultured milk desserts) are produced by fermentation of milk by the addition of certain types of bacteria, e.g. Streptococcus thermophilus and Lactobacillus bulgaricus.

The Process
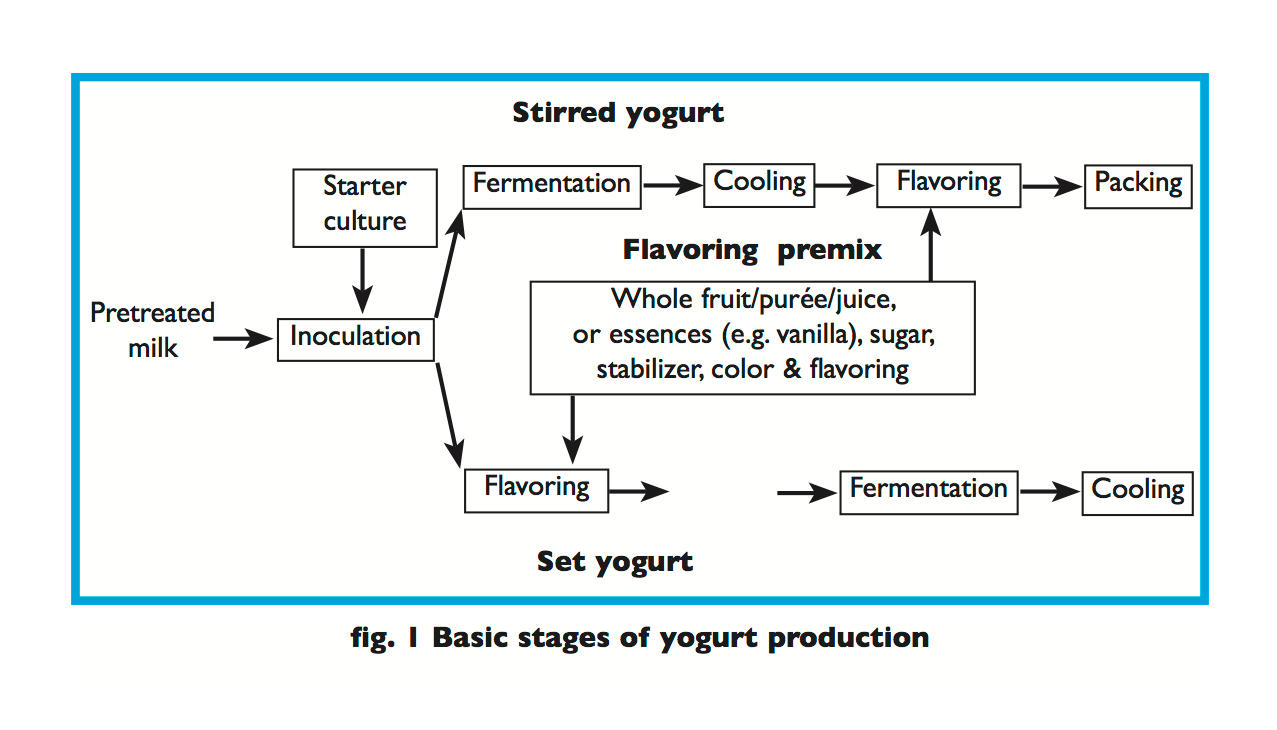
Generally a yogurt is classified as one of two types: Stirred Yogurt which is fermented in bulk before packing and Set Yogurt which is fermented in the consumer pack (see fig. 1). Before addition of the starter culture, referred to as “inoculation”, a number of ingredients may be added to the milk:
- Milk powder and other milk solids non-fat (MSNF) such as whey powder (where permitted). This contributes to the structure of the yogurt, giving a richer, creamier “mouthfeel”.
- Sugar and/or sweeteners.
- Chocolate crumb and/or cocoa powder is added to chocolate and chocolate flavor products.
- Thickening and stabilizing agents such as gelatine, pectin, xanthan gum, starch, etc. These bind free water in the milk, which helps to prevent whey separation (“syneresis”) and can be used to obtain a variety of viscosity and texture modifications.
The premix of milk and other ingredients is prepared in a similar manner for both stirred and set yogurts. Typically this is carried out on a continuous basis. The formulation varies according to a number of factors:
- Whether the end product is to be sweetened, unsweetened, sugar-free, low-fat, fat-free, etc.
- The desired modification of the viscosity naturally obtained from the fermentation process.
- Legislation which controls the use of additives in many countries.
A typical premix would be prepared as follows:
- Milk powder, whey powder or other MSNF is added to the incoming milk, to standardize the fat and dry solids content.
- Thickening and stabilizing additives may be premixed with the sugar or other powdered ingredients. This reduces the formation of agglomerates by separating the grains and also “weights” the powder to prevent it floating on the surface of the liquid.
- The remaining ingredients are added.
- The premix is then pasteurized and homogenized.
The Problem
A number of difficulties can be encountered when using conventional mixers for this process:
- Some powders, such as sugar, sink to the bottom of the vessel, while others, for example stabilizers, tend to float on the surface of the liquid and are difficult to wet out.
- Powders must be added at a controlled rate to reduce agglomeration of particles.
- Milk powder, whey powder and cocoa powder are very cohesive, making handling and controlled powder addition difficult.
- Premixing of powders increases labor costs and process time.
- Thickening and stabilizing additives have an even greater tendency to agglomerate. Conventional agitators do not produce sufficient shear to break these down.
- Potential full yield of some powders is difficult to obtain using traditional methods.
- Poor dispersion can lead to partially hydrated material building up on the vessel walls, impairing heat transfer.
The Solution
A Silverson High Shear mixer can overcome these difficulties. This can be achieved by adding an In-Line mixer to the existing process, for example at the discharge of a conventional powder/liquid continuous blending device. For bulk powder dispersion and large scale manufacturing, the Silverson Flashmix powder/liquid mixing system is most suitable. These operate on the rotor/stator principle as follows:
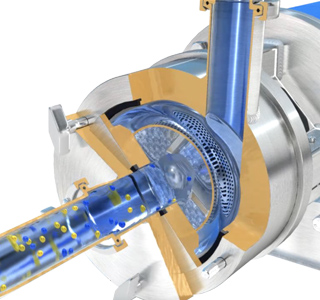
Stage 1
The high speed rotation of the rotor creates a powerful suction which draws liquid and powder into the workhead.
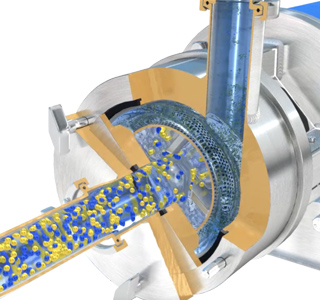
Stage 2
Centrifugal force drives the materials toward the periphery of the workhead where they are subjected to a milling action in the gap between the rotor and stator.
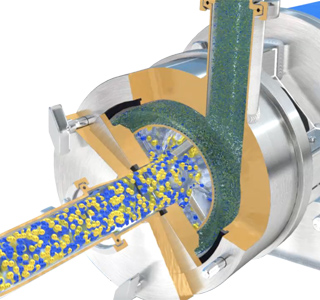
Stage 3
The product is forced out through the stator as fresh ingredients enter the workhead. In a short mixing cycle all the material passes through the workhead, accelerating the dissolving and hydration process.
-
Stage 1
Stage 1
The high speed rotation of the rotor creates a powerful suction which draws liquid and powder into the workhead.
-
Stage 2
Stage 2
Centrifugal force drives the materials toward the periphery of the workhead where they are subjected to a milling action in the gap between the rotor and stator.
-
Stage 3
Stage 3
The product is forced out through the stator as fresh ingredients enter the workhead. In a short mixing cycle all the material passes through the workhead, accelerating the dissolving and hydration process.
The Advantages
- Dramatic reduction in mixing times.
- Significantly better yield than can be achieved by traditional methods.
- Improved vessel hygiene.
- Dry premixing is not necessary.
- Rapid powder absorption minimizes operator input/error.
The batch size, formulation, type of ingredients used and the viscosity of the end product dictates which Silverson product is best suited to individual processing requirements:
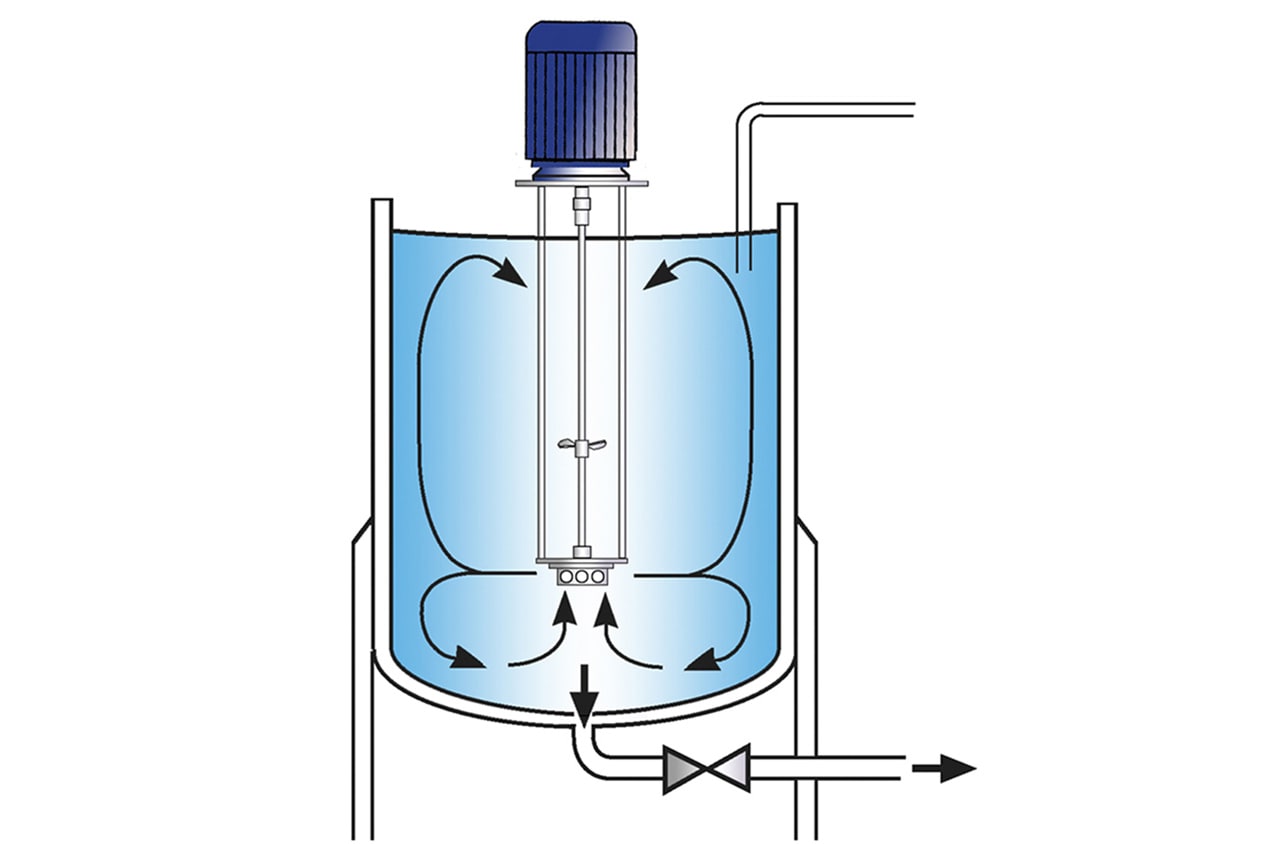
High Shear Batch Mixers
- Suitable for batch sizes up to 400 US gallons
- Many units can be used on mobile floor stands
- Small units available for R&D and pilot production
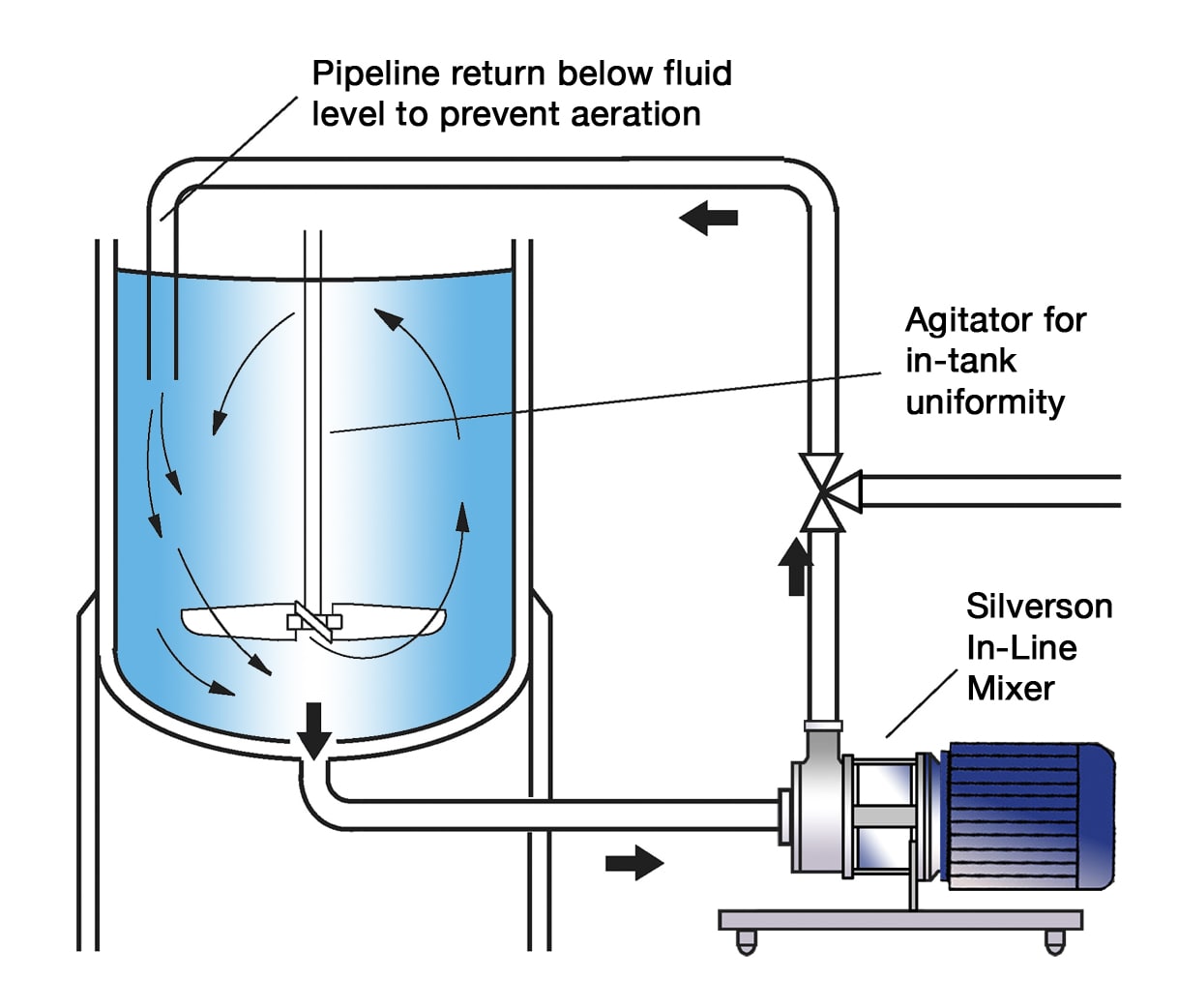
High Shear In-Line Mixers
- Ideal for larger batches
- Aeration free
- Easily retrofitted to an existing plant
- Self-pumping
- Can be used to discharge vessel
- Ultra Sanitary models available
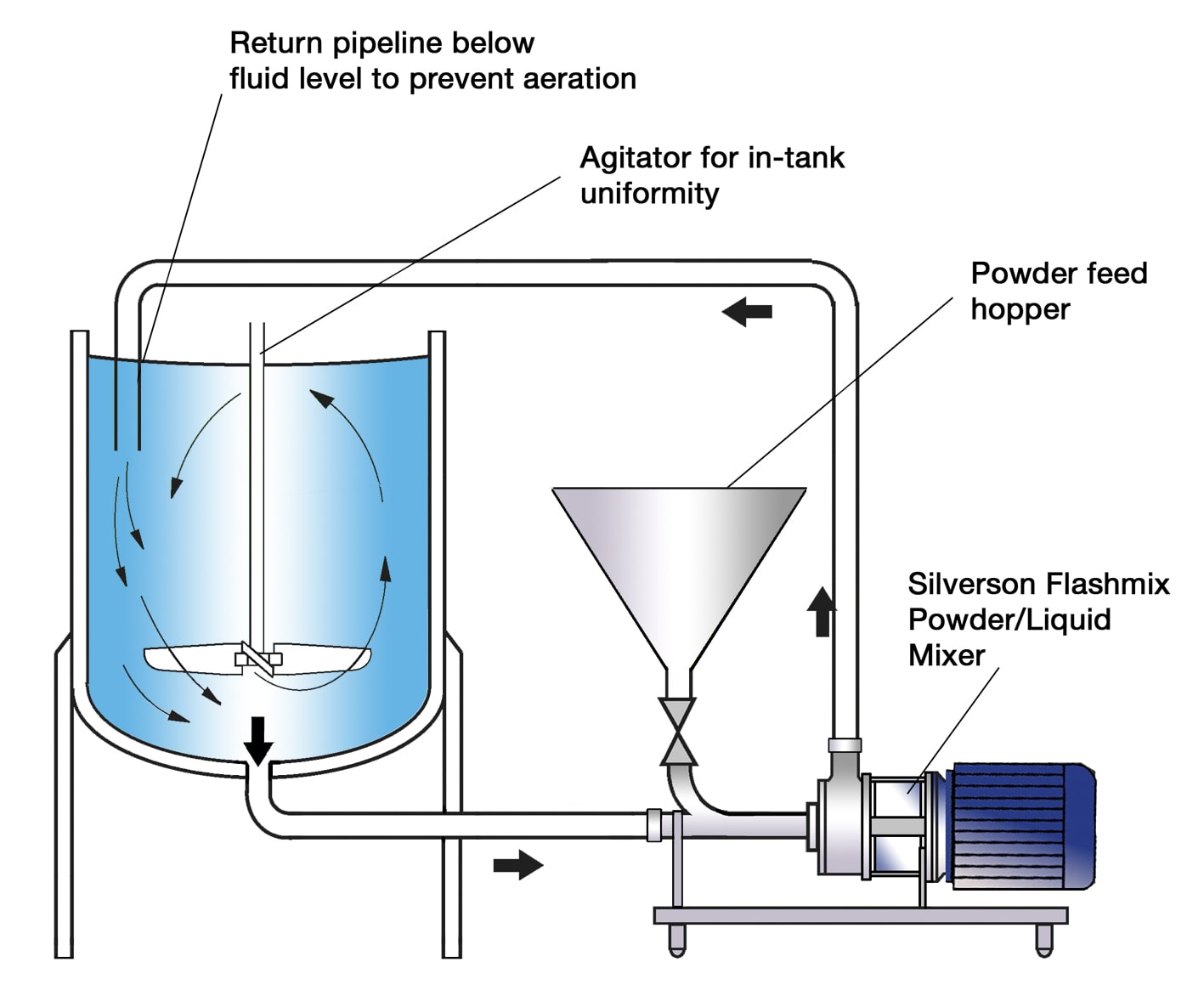
Silverson Flashmix
- Ideal for larger batches
- Capable of rapidly incorporating large volumes of powders
- Minimized aeration
- Minimized cleaning requirements
- Suitable for higher viscosity mixes
- Suitable for operation at higher temperature
- Minimum operator input required